Attractive Stainless Steel CNC Machining For Industrial And Mining Vehicles
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Description
CNC machining is a computer-controlled subtractive manufacturing process that removes material from solid workpieces to create precision parts. It achieves tolerances as tight as ±0.005 mm, supports virtually any engineering material, and delivers consistent quality from prototypes to high-volume production across aerospace, medical, and industrial sectors.
What is CNC Machining?
CNC (Computer Numerical Control) machining is a subtractive manufacturing technology where pre-programmed computer software dictates the movement of factory tools and machinery to remove material from a solid block (workpiece). The process begins with a CAD model, which is converted into G-code instructions via CAM software. Unlike additive manufacturing (3D printing), CNC machining produces parts with mechanical properties identical to the base material. Common machine configurations include 3-axis CNC milling, CNC turning (lathes), 5-axis indexed or continuous milling, and mill-turning centers. Modern CNC machines achieve spindle speeds up to 30,000 RPM and can operate 24/7 with minimal supervision.

Material Specifications:
| Material Category | Common Grades | Tensile (MPa) | Key Applications |
| Aluminum | 6061-T6, 7075-T6, 5083 | 228-572 | Aerospace, automotive, enclosures |
| Stainless Steel | 303, 304, 316, 17-4 PH | 515-620 | Medical, marine, food equipment |
| Steel | 1045, 4140, 4340 | 570-650 | Shafts, gears, structural parts |
| Titanium | Grade 2, Grade 5 (Ti-6Al-4V) | 900-1000 | Aerospace, medical implants |
| Brass | C360 | 400-450 | Fittings, connectors, valves |
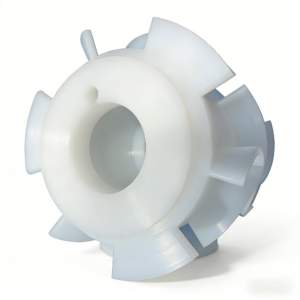
| Engineering Plastics | PEEK, Acetal (Delrin), Nylon | 70-100 | Bearings, insulators, medical |
| Super Alloys | Inconel 718, Hastelloy | 900-1,200 | Turbines, oil & gas |
Surface Finishes:
| Finish | Applicable Materials | Thickness (µm) | Key Benefits |
| Anodize Type II | Aluminum, Titanium | 5-25 | Corrosion resistance; color options |
| Anodize Type III (Hardcoat) | Aluminum | 25-75 | Wear resistance; 70 HRC hardness |
| Bead Blasting | Metals, Plastics | N/A | Uniform matte finish; hides tool marks |
| Electroless Nickel | Steel, Aluminum | 5-50 | Uniform thickness; wear/corrosion resistance |
| Passivation | Stainless Steel | N/A | Removes free iron; enhances Cr₂O₃ layer |
| Electroplating (Ni/Cr) | Steel, Aluminum | 3-50 | Glossy appearance; wear resistance |
| Nitriding | Steel | 0.05-0.5 mm | Surface hardness; dimensional stability |
| Powder Coating | Metals | 60-120 | Durable; wide color range; UV resistant |
Applications:
| Industry | Typical Components | Tolerances | Key Requirements |
| Aerospace | Turbine blades, landing gear, engine mounts | ±0.005 mm | AS9100; material traceability; multi-axis capability |
| Medical | Implants, surgical instruments, prosthetics | ±0.010 mm | ISO 13485; biocompatible materials |
| Automotive | Engine blocks, transmission parts, suspension | ±0.025 mm | IATF 16949; high-volume consistency |
| Industrial Machinery | Hydraulic manifolds, robotic arms, fixtures | ±0.050 mm | Wear resistance; sealing surfaces |
| Electronics | Heat sinks, enclosures, EMI shields | ±0.025 mm | Thermal conductivity; cosmetic finish |
| Oil & Gas | Valve bodies, drill collars, downhole tools | ±0.050 mm | NACE MR0175; corrosion-resistant alloys |
| Defense | Ordinance components, housings, vehicle parts | ±0.025 mm | MIL-SPEC; ITAR; full traceability |
Best Practice Application Example:
Scenario: Precision machined component conversion from casting to CNC machining.
An aerospace supplier faced 32-week lead times for cast aluminum fuel system components, causing production delays. A major client requested exploring CNC machining from solid billet as an alternative to casting.
Challenge: The component had complex organic geometries, deep cavities, and required tight tolerances of ±0.05 mm. Casting lead times were unacceptable; in-house machining capability needed development.
Solution: R&D Manco implemented 5-axis CNC machining with optimized toolpaths:
Machine: 5-axis machining center with 50-taper spindle
Material: 6061-T6 aluminum billet
Programming: CAM software with high-efficiency toolpaths
Tooling: Carbide end mills with advanced coatings
Workholding: Custom fixture with five-face access
Process Improvements:
Initial cycle time: 8+ hours per part
After optimization: 2 hours 43 minutes per part (68% reduction)
Material removal: 90% of initial billet removed in first operation
Toolpath refinement: Operator and programmer collaboration on feed rates and depth of cut
Results:
Lead time reduction: From 32 weeks (casting) to 12 days (CNC machining)
Cost savings: 20% lower per-part cost compared to cast version
Quality: Achieved ±0.05 mm tolerances; no casting defects
Supply chain: Eliminated casting vendor dependency; consolidated supply chain
Scalability: Process replicated across 50% of previously cast components


Why Choose Us?
AS9100, ISO 9001, ISO 13485 certified facilities
3, 4, and 5-axis CNC milling and turning capabilities
Free DFM analysis within 24 hours
Full material traceability and CMM inspection reports
In-house surface finishing: anodizing, plating, passivation
Rapid prototyping and production scalability