



Customized Reliable CNC Metal Parts Machining Aluminum Parts For Sports Machine Equipment
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
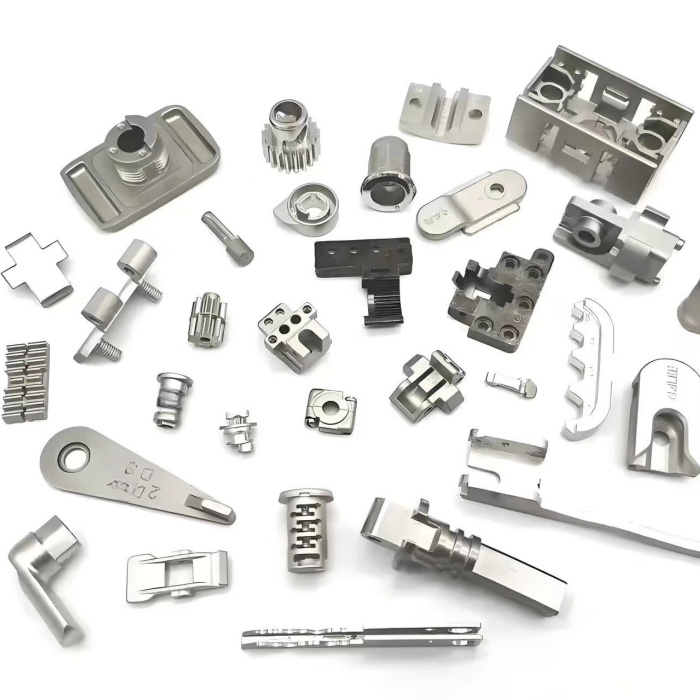
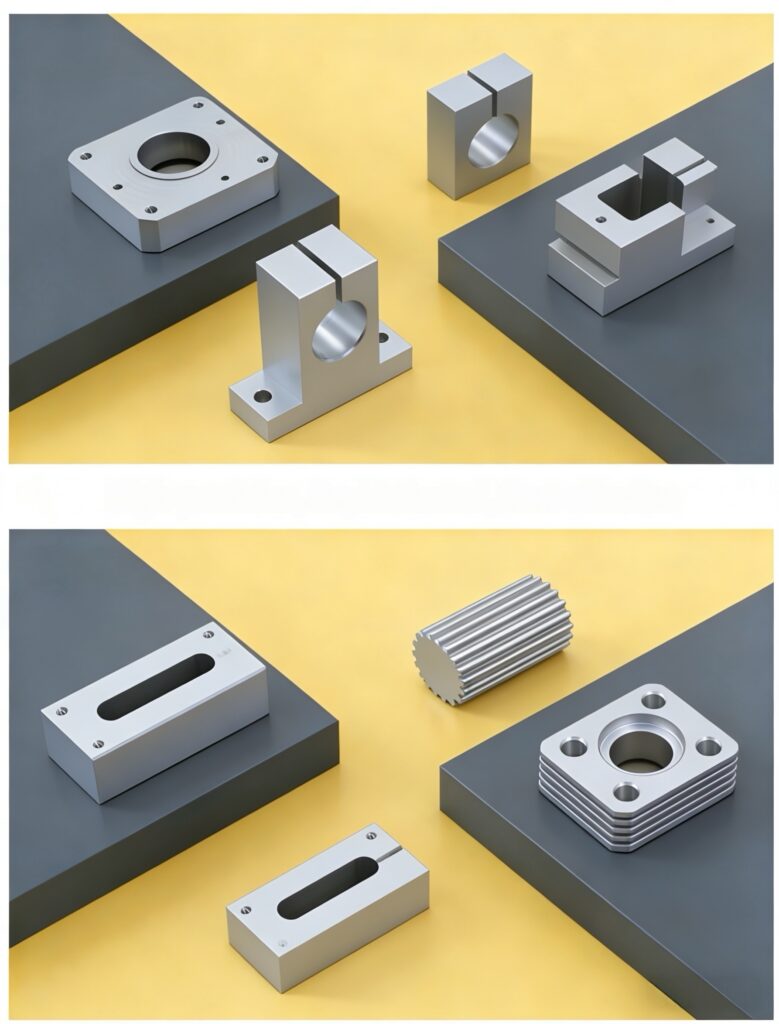
CNC metal parts are precision components produced through computer-controlled subtractive manufacturing, including milling and turning. They deliver tight tolerances (±0.01 mm), excellent surface finishes, and high repeatability across aluminum, steel, titanium, and brass. Industries from aerospace to medical rely on CNC metal parts for prototypes to high-volume production.
What are CNC Metal Parts?
CNC metal parts are components manufactured by removing material from solid metal workpieces using computer-controlled machine tools. The process begins with a CAD model converted to G-code, which directs spindle speeds, tool paths, and feed rates. CNC milling uses rotating cutting tools to shape the workpiece, while CNC turning rotates the material against a stationary tool to create cylindrical features. Modern multi-axis machines (up to 5-axis) can machine complex geometries in a single setup, achieving tolerances as tight as ±0.005 mm and surface finishes down to Ra 0.4 µm. Unlike casting or forging, CNC metal parts retain the base material’s full mechanical properties without porosity or structural defects.

Material:
| Material | Tensile (MPa) | Hardness (HB) | Machinability | Key Applications |
| 6061-T6 Al | 310 | 95 | Excellent | Shafts, housings, general parts |
| 7075-T6 Al | 570 | 150 | Moderate | Aerospace components, gears |
| 304 SS | 520-620 | 170 | Moderate | Medical, food equipment, fasteners |
| 316 SS | 515-620 | 160 | Moderate | Marine, valves, chemical parts |
| C360 Brass | 400-450 | 78 | Excellent | Fittings, connectors, screws |
| 1045 Steel | 570-650 | 170 | Good | Shafts, gears, structural parts |
| Ti-6Al-4V | 900-1000 | 340 | Difficult | Aerospace, medical implants |
Surface Finishes:
| Finish | Process | Thickness (µm) | Ra (µm) | Key Benefits |
| As-Machined | Standard cutting | N/A | 1.6-3.2 | Low cost; functional surfaces |
| Bead Blasted | Glass/ceramic media | N/A | 1.6-3.2 | Uniform matte; hides marks |
| Anodize Type II | Electrochemical | 5-25 | N/A | Colors; corrosion resistance |
| Anodize Type III | Hardcoat | 25-75 | N/A | 70 HRC hardness; wear resistance |
| Passivation | Chemical | N/A | N/A | Removes free iron; rust prevention |
| Electroless Nickel | Autocatalytic | 5-50 | N/A | Uniform; wear/corrosion resistant |
| Powder Coat | Electrostatic | 60-120 | N/A | Durable; wide color range |
| Electroplating | Electric current | 3-50 | N/A | Conductivity; wear resistance |
Applications:
Aerospace & Defense: Turbine blades, structural brackets, engine mounts, landing gear components. Requires AS9100 certification and material traceability.
Automotive: Engine blocks, transmission shafts, suspension arms, custom performance parts. IATF 16949 quality systems; high-volume production.
Medical: Surgical instruments, orthopedic implants, bone screws, dental abutments. Biocompatible Ti and 316 SS; ISO 13485 certified.
Industrial Machinery: Hydraulic manifolds, robotic arms, fixture tooling, pump shafts. Wear resistance and sealing surfaces (Ra ≤0.8 µm).
Electronics: Heat sinks, enclosures, EMI shields, connectors. Tight tolerances and conductive finishes.
Oil & Gas: Valve bodies, drill collars, downhole tools. Corrosion-resistant alloys; NACE MR0175.


Best Practice Application:
Scenario: LeanWerks improves production rate of aluminum investment castings by more than 80% using CNC metal parts machining.
Aerospace foundry customer was nearly one year behind schedule machining jet engine fuel filter housings from A356.0 aircraft-grade cast aluminum. Their in-house process took 10 hours per part, causing delivery delays and customer dissatisfaction. The part required deep-hole milling, boring, facing, drilling, tapping, ID grooving, and 3D contouring with tight tolerances: true-position of 0.25 mm on widely separated features and size tolerances of 0.01 mm.
Solution: LeanWerks developed a single-setup process on a Mazak Integrex i200S turn-mill:
Fixture design: Custom cradle with chain/pulley clamping and dovetail slide to access 5 faces without refixturing
Probing system: Renishaw RMP60 touch-trigger probes (25 mm and 50 mm styli) with Inspection Plus software for part location compensation
Tool holding: Rego-Fix powRgrip mechanical press-fit system (TIR <0.0001 inch) with Garr Alumistar end mills
Results:
Production rate improved from 10 hours to under 2 hours per CNC metal part (80%+ reduction)
Achieved 0.01 mm size tolerances and 0.05 mm true-position tolerances
Rigid tool holding improved tool life in high-silica A356.0 aluminum
Probing compensated for as-cast variability and sliding fixture repositioning



